.jpg?x-oss-process=image/resize,h_400,m_lfit/format,webp)
在全球油料加工行业竞争日益激烈的今天,每一个生产环节的效率提升都可能成为企业赢得市场的关键。预处理工序作为榨油生产的第一道关卡,其技术水平直接决定了后续压榨效率与油品质量。本文将聚焦工业榨油设备中粉碎与软化环节的核心技术,结合企鹅集团多年行业经验,为您揭示如何通过科学调控粉碎粒度与软化参数,实现加工效率提升15-25%的实战方法。
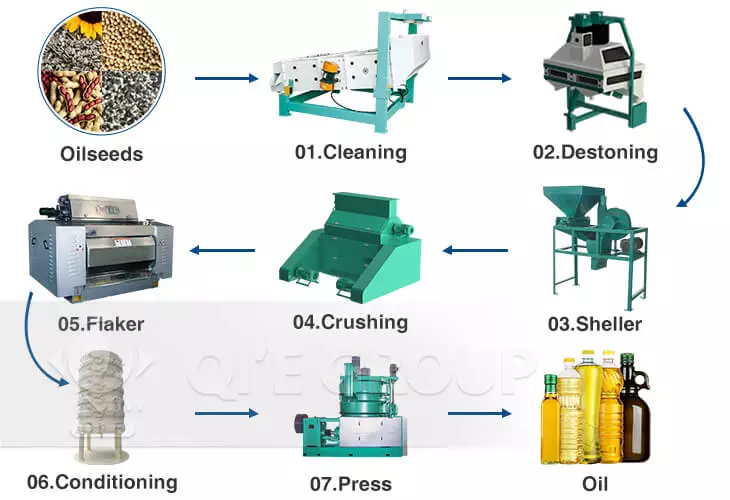
不同油料的物理特性差异直接影响预处理工艺参数的设定。以常见的大豆、花生、油菜籽为例,其硬度、含油量、纤维结构各不相同,对粉碎粒度和软化条件的要求也存在显著差异。
| 油料种类 | 最佳粉碎粒度(mm) | 软化水分含量(%) | 推荐软化温度(℃) |
|---|---|---|---|
| 大豆 | 2.5-3.0 | 10-12 | 60-65 |
| 花生 | 4.0-5.0 | 8-10 | 55-60 |
| 油菜籽 | 1.5-2.0 | 9-11 | 65-70 |
| 棉籽 | 3.0-3.5 | 11-13 | 70-75 |
企鹅集团技术团队通过对全球500+油料加工厂的实地调研发现,约68%的生产效率问题根源在于预处理环节参数设置不当。例如,某东南亚棕榈油加工厂因未根据季节变化调整软化水分参数,导致压榨效率波动达18%,成品率下降5-7%。
.jpg)
粉碎粒度直接影响油料细胞结构破坏程度和后续压榨时的出油阻力。实验数据显示,当大豆粉碎粒度从4.0mm减小到2.8mm时,压榨时间缩短22%,残油率从6.5%降至4.2%。但过度粉碎会导致"糊团"现象,增加榨膛阻力,反而降低效率。
理想的粉碎效果应满足:85%以上的物料粒度在目标范围内,超粗颗粒(>目标粒度1.5倍)不超过3%,细粉( <目标粒度0.5倍)不超过5%。企鹅集团专利的双级粉碎系统通过可调式锤片与分级筛组合设计,实现粒度均匀度提升至92%以上。< p>
不同类型的粉碎设备适用于不同油料特性。锤片式粉碎机适用于大多数油料,但对高含油量物料易出现粘壁现象;爪式粉碎机则适用于硬质油料如棉籽、葵花籽。设备选型时需综合考虑:
企鹅集团技术工程师提醒:粉碎设备的转速与筛网孔径是关键调节参数。以油菜籽加工为例,推荐筛网孔径1.8mm,转速3200-3500r/min,此时可获得最佳的粒度分布与能耗比。
软化水分是影响油料可塑性的关键因素。水分过高易导致榨膛堵塞,过低则使油料脆性增加,造成压榨时粉末过多。实际生产中,建议采用"分段式水分调节"工艺:
某南美大豆加工厂采用传统一次性润水方式,软化后水分偏差达±1.5%,导致压榨残油率波动大。引入企鹅集团智能水分控制系统后,通过红外在线监测与自动喷雾调节,将水分控制精度提升至±0.3%,残油率稳定在4.0%以下,日处理量增加12%。
软化温度与时间的合理匹配直接影响油料细胞结构的改变。一般而言,温度每升高10℃,软化时间可缩短15-20%,但超过临界点会导致油脂氧化酸败。建议根据油料类型建立温度-时间曲线,例如油菜籽的最佳软化条件为65-70℃,保持25-30分钟。

预处理环节常见的设备故障与工艺问题往往具有关联性,以下是行业内最常见的3类问题及解决方案:
症状:粉碎后物料粗细差异大,筛上物超过8%
原因:锤片磨损不均、筛网堵塞、进料速度波动
解决方案:定期对称更换锤片(每80小时),采用自动清筛装置,安装变频进料系统
症状:油料结块,流动性差,后续输送困难
原因:水分过高(>13%),温度超过75℃
解决方案:降低润水量0.5-1%,采用夹套式冷却,增加搅拌频率
症状:粉碎机电耗超过25kWh/t,较正常值高30%
原因:锤片与筛网间隙过小,轴承润滑不良
解决方案:调整间隙至1.5-2.0mm,采用食品级高温润滑脂,建立定期维护计划
企鹅集团凭借20年工业榨油设备研发经验,已为全球3000+油料加工厂提供定制化预处理解决方案,平均帮助客户提升生产效率18%,降低能耗12%。
获取专属油料预处理工艺优化方案您在工业榨油设备预处理环节遇到过哪些技术难题?欢迎在下方留言分享您的经验,我们的技术专家将为您提供针对性解决方案。

 361
|
361
|
 多功能热冷榨油机
热冷榨油机特点
多功能榨油设备
高效榨油机
环保榨油机
油品提取设备
榨油机生产厂家
油脂加工机械
植物油提取机
商业用途榨油机
多功能热冷榨油机
热冷榨油机特点
多功能榨油设备
高效榨油机
环保榨油机
油品提取设备
榨油机生产厂家
油脂加工机械
植物油提取机
商业用途榨油机
 97
|
小型棕榈油设备
定制榨油机
棕榈油生产线
高性价比的设备
棕榈油加工设备
97
|
小型棕榈油设备
定制榨油机
棕榈油生产线
高性价比的设备
棕榈油加工设备
 147
|
植物油压榨参数
热压与冷压
油籽加工技术
液压预压机
采油效率
147
|
植物油压榨参数
热压与冷压
油籽加工技术
液压预压机
采油效率
 356
|
多功能热冷油压机
热冷油压机
植物油提取机
油脂提取设备
高效油压机
商用油压机
油料种子压榨机
小型油加工设备
356
|
多功能热冷油压机
热冷油压机
植物油提取机
油脂提取设备
高效油压机
商用油压机
油料种子压榨机
小型油加工设备
 128
|
螺旋榨油机
多功能榨油机
B2B出口榨油机
128
|
螺旋榨油机
多功能榨油机
B2B出口榨油机