
En plantas modernas de procesamiento de aceites, la prensa hidráulica de aceite ya no se evalúa únicamente por su fuerza: hoy se analiza como un sistema completo donde intervienen presión estable, control térmico, ciclo de prensado y gestión del contenido de aceite en la torta. Este enfoque —más técnico y medible— ayuda a elegir equipos con mejor rendimiento energético, calidad de aceite más constante y menor variabilidad entre lotes.
Una máquina hidráulica de prensado de aceite vegetal de gran capacidad convierte energía eléctrica en energía hidráulica para generar una fuerza de compresión controlada. A diferencia de prensas de tornillo, el prensado hidráulico tiende a ofrecer presión más uniforme en el tiempo, lo que reduce picos térmicos y ayuda a estabilizar el color y el perfil sensorial del aceite (según materia prima y pretratamiento).
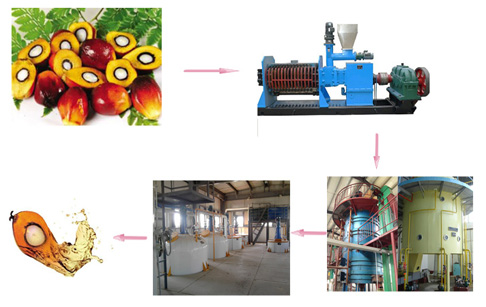
Alimentación → Preacondicionamiento (limpieza/laminado/templado) → Carga en cámara → Presurización hidráulica → Expulsión y filtrado primario → Descarga de torta → Filtración final / pulido
En términos de control, lo crítico es que la presión se aplique de forma escalonada y repetible; el “tiempo bajo presión” suele ser tan determinante como el valor máximo de presión.

En equipos industriales, la presión de trabajo puede situarse típicamente en rangos altos (p. ej., 30–60 MPa en configuraciones robustas, dependiendo del diseño del cilindro y del molde). Sin embargo, el rendimiento mejora cuando el sistema mantiene una curva de presión estable y controlada (subida gradual + mantenimiento + liberación), evitando canales preferenciales por donde el aceite “escapa” sin arrastrar el resto del contenido oleoso.
El aceite fluye mejor con una temperatura moderada, pero el exceso térmico puede afectar color y estabilidad oxidativa. En prácticas industriales, muchos operadores apuntan a ventanas de 55–75 °C en prensado “templado” (ajustable según semilla), equilibrando viscosidad y calidad. El punto no es calentar “más”, sino calentar mejor: uniformidad, control por zonas y repetibilidad de lote a lote.
El contenido residual de aceite en la torta es un indicador directo de si la energía se está convirtiendo en extracción efectiva. En líneas optimizadas (materia prima bien acondicionada y presión/tiempo ajustados), es común observar reducciones hacia 6–9% en ciertas semillas, frente a escenarios no optimizados que pueden quedarse en 10–14%. El rango real depende del tipo de grano, humedad, tamaño de partícula y diseño de la cámara.
La eficiencia moderna proviene de integrar hidráulica, instrumentación y lógica de control. En equipos industriales actuales, el ahorro no suele venir de “exprimir más fuerte”, sino de repetir el ciclo ideal con menos desperdicio, menos paradas y menos retrabajo de filtración.
En una planta de oleaginosas de 20–30 t/día, la optimización del ciclo (presión escalonada + control de temperatura + ajustes de humedad) se ha asociado a una reducción del consumo energético del 12–18% y a una caída del aceite residual en torta de ~2–4 puntos porcentuales, dependiendo de la materia prima y del pretratamiento.
Una configuración bien diseñada minimiza pérdidas por calor del aceite hidráulico, estabiliza la presión y reduce el tiempo improductivo entre ciclos. En términos prácticos, esto se traduce en más horas útiles de producción y menor desgaste de sellos, válvulas y bombas. Para evaluación en compras B2B, conviene solicitar curvas de presión registradas y criterios de estabilidad (p. ej., tolerancia de presión durante la fase de mantenimiento).

La versatilidad de una prensa hidráulica a escala industrial se mide por su capacidad de manejar cambios de materia prima sin sacrificar estabilidad. Por ejemplo:
Requiere buen acondicionamiento (laminado/templado) para mejorar la liberación de aceite. El control de temperatura ayuda a reducir viscosidad y mejorar la filtración.
Suele responder bien a ciclos estables de presión y a un manejo cuidadoso de finos para evitar turbidez. Un prensado uniforme mejora la consistencia del lote.
La calidad sensorial es especialmente sensible al sobrecalentamiento. Controlar el rango térmico y el tiempo de ciclo ayuda a mantener un perfil más limpio.
En la fase de consideración, muchas empresas comparan equipos por “toneladas/día”. Pero, en términos de rentabilidad, también importa cuánta variación admite la máquina sin comprometer KPIs: aceite residual en torta, consumo específico y tiempo de parada por limpieza/mantenimiento. En este punto, fabricantes con experiencia como 企鹅集团 suelen enfocar la ingeniería en la repetibilidad del ciclo y la estabilidad operativa, claves para operaciones B2B que buscan estandarización.
En prensas hidráulicas, la mayoría de los problemas de rendimiento aparecen primero como pequeñas desviaciones: más tiempo de ciclo, aceite más turbio o torta más blanda. Actuar temprano suele costar menos que “compensar” con más presión o más temperatura.
¿Tu línea está midiendo de forma consistente el % de aceite en torta? ¿Se registran curvas de presión por ciclo para detectar desviaciones? ¿El control térmico está en el material o solo en el entorno? Estas respuestas suelen predecir el rendimiento real mejor que una ficha técnica aislada.
Si estás comparando equipos para mejorar rendimiento, estabilidad de calidad y consumo específico, una evaluación por KPIs (aceite en torta, curva de presión, ciclo térmico y horas efectivas) suele marcar la diferencia en la decisión.
Conocer la solución de prensa hidráulica industrial para aceite vegetal a medida¿Has tenido problemas de eficiencia de prensado, aceite turbio o ciclos demasiado largos? Déjalo en comentarios y compáralo con tu materia prima y tus parámetros actuales.

 353
|
353
|
 Mantenimiento de prensa hidráulica grande
Técnicas de mantenimiento de sistema hidráulico
Prevención de fallas de equipos de prensado de aceite vegetal
Inspección diaria de preprensa
Mantenimiento preventivo de equipos industriales
Mantenimiento de prensa hidráulica grande
Técnicas de mantenimiento de sistema hidráulico
Prevención de fallas de equipos de prensado de aceite vegetal
Inspección diaria de preprensa
Mantenimiento preventivo de equipos industriales
 372
|
molienda de soja
eficiencia de prensado
control de tamaño de partícula
equipos de prensado de aceite
pretratamiento de oleaginosas
177
|
Mantenimiento de prensa hidráulica grande
Mantenimiento de equipos de prensado de aceite vegetal
Prevención de fallas en sistema hidráulico
Inspección diaria de preprensa
Solución de fallas de prensa
49
|
prensas de tornillo mediana
bloqueo de material
sobrecalentamiento en prensa
eficiencia de extracción
pretratamiento de semillas
139
|
pretratamiento de semillas de girasol
rompimiento de semillas
cocido de semillas
mejora de la extracción de aceite
procesamiento de aceite vegetal
372
|
molienda de soja
eficiencia de prensado
control de tamaño de partícula
equipos de prensado de aceite
pretratamiento de oleaginosas
177
|
Mantenimiento de prensa hidráulica grande
Mantenimiento de equipos de prensado de aceite vegetal
Prevención de fallas en sistema hidráulico
Inspección diaria de preprensa
Solución de fallas de prensa
49
|
prensas de tornillo mediana
bloqueo de material
sobrecalentamiento en prensa
eficiencia de extracción
pretratamiento de semillas
139
|
pretratamiento de semillas de girasol
rompimiento de semillas
cocido de semillas
mejora de la extracción de aceite
procesamiento de aceite vegetal
























